6 Process Design
Learning Objectives
- Differentiate between the different types of processes.
- Understand common layouts and their challenges.
- Calculate takt time based on product demand.
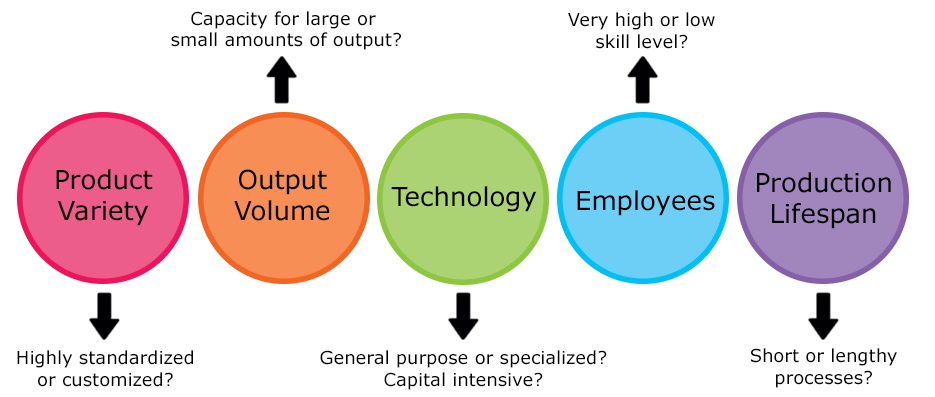
Every firm that produces a good or a service will do so by the use of a process. This process will use the firm’s resources in order to transform the primary inputs into some type of output. In designing the actual process, particularly the number and sequence of steps, several important factors need to be considered.
- Product variety – Is the product highly standardized, or is the product highly customized?
- Volume of output – Is the business created to produce large volumes or a small amount of output?
- Is the technology to be used general purpose or specialized? Is it capital intensive?
- The skill level of employees, it is very high or low?
- What is the expected duration?
Make-to-order and Make-to-stock
It is useful to categorize processes as either make-to-order or make-to-stock.
In a make-to-order business, the customer’s order is not manufactured until the order is received. This allows customization to the exact specifications that the customer requires. It may also be referred to as build-to-order. This type of production is considered a pull type system. The work is “pulled” through the process when customer demand is present.
The disadvantage of this type of system is that it takes time for the firm to acquire any materials and needed components, and then to schedule and produce the customers order. Goods are made in small amounts, and may be more expensive.
The advantage of this type of process is that inventory is lower than in a typical make-to-stock system. There is not any uncertainty about what the customer desires and there is no obsolete stock to be disposed of. Dell Computer has utilized this type of system to produce personal computers very successfully.
In a make-to-stock process, goods are produced in anticipation of customer demand, usually from a sales forecast. These products are generally made in larger amounts and put into storage to wait for customer orders. Although the unit cost may be lower due to large production volumes, there may be losses due to forecast error, excess inventory, obsolescence and theft. Lead times however are short because goods are available when the customer places the order. These goods are not customized, but standardized.
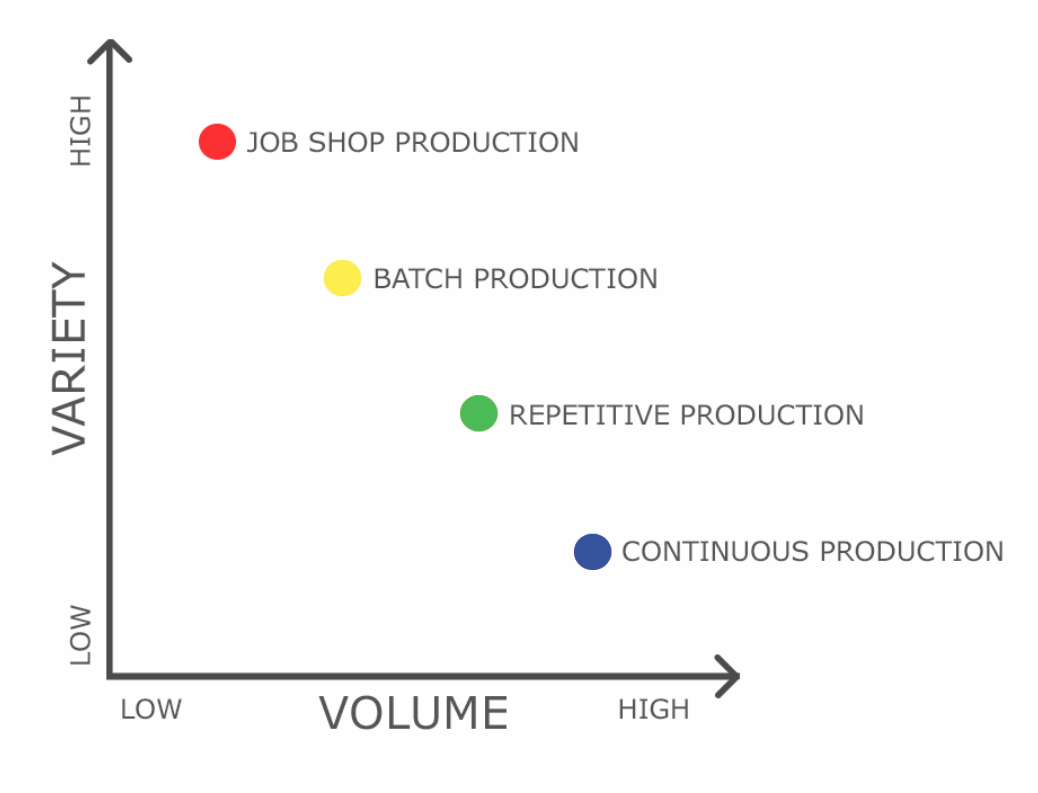
Process Types
Project
A one-time event, such as construction of an apartment building, implementation of a new ERP system, or writing a book, would all be considered a project type of process. Each of these projects have a high degree of customization, substantial use of resources, and a complex set of related activities. There is only a single output at the end of the project.

Job Shop
Many businesses have a job shop type of process. This is most commonly used when the product being produced is unique for each customer. It is a make-to-order type of business where production is intermittent (i.e. rather than one entire product being completed at a time, work will continue on multiple products as time permits). Often the product has unique characteristics for each customer. The workers in this type of business are very highly skilled in their craft or trade. Often they are referred to as craftsmen or makers. The volume of output is low in a job shop. The equipment used is quite general purpose. Examples include a small bakery that produces beautiful custom wedding cakes, or a business that makes custom guitars or bicycles based on the customers measurements and preferences of materials and components.

Batch
Some businesses are in the situation where they make groups of identical products on a regular basis. These groups are referred to as a batch. The batch will progress through a set of steps to be completed from the start to the end. An organization may have multiple batches at different stages coming through the process. This type of processing is also intermittent. (start, stop, start) There is less variety in this type of business (compared to a job shop) and the equipment used will be relatively general purpose and suited to the industry that they are in. Employees need to be skilled and experienced at operating that equipment and producing these products. Examples of products made using batch production are baked goods, aircraft parts, clothing, and vaccines. An important decision by these firms is how big the batch should be.

Repetitive
This type of business produces products that are more standardized in nature. Usually the output is high. Since the goods are quite standardized, the equipment used tends to be quite specialized and often highly customized for that process. The skill level of the employees is usually low because the steps are highly standardized. Although these types of jobs may not require a trade or extensive experience, they often do require skills such as multi-tasking, concentration, problem solving, and teamwork. Often, these processes use flexible automation that allows for customization such as the addition of upgraded features. Examples of a repetitive process include assembly lines such as assembling automobiles or electronics, a carwash, or a cafeteria line.

Continuous
A continuous process is when a very high volume of standardized product is produced. The type of product being made is described as non-discrete. This means that these businesses do not produce individual products, rather a product that is often a liquid or a product such as sugar, gasoline, or steel. An example of this type of process is an oil refinery. There are not separate individual workstations, rather the product flows from one step to the next within the system. The equipment in this type of process is highly complex and designed solely for that product at that facility. There are very few workers except for those that are responsible for process monitoring, maintenance, and cleaning.

Hybrids
There are many firms using mixtures of process types. One such common exception is the Mass Customization model of production. In mass customization, a company combines low-cost high volume of output, but each and every customer order is customized to the customers specifications. Usually the use of computer-aided manufacturing systems is what permits this customization. Examples include furniture makers who wait to produce the exact model of sofa based on the customers dimensions and fabric choice, or the vehicle manufacturer that has dozens of customization packages and paint options such that each vehicle is custom for the purchaser. A key requirement for successful mass customization is a modular design to allow fast seamless change from each product to the next.
Facility Layout
Layout refers to the way in which organizations position their equipment, departments, or workcentres. Having an effective layout can streamline production activities, eliminate wasted or redundant movement and improve safety. The general types of layouts are: a fixed position layout, a process layout (functional), a product (line) layout, and a cellular layout, which is considered a hybrid. Other common layouts include office layouts, retail layouts, and warehouse layout.
Fixed Position Layout
When producing a product that is not easily able to be moved, it may require that the worker, their tools and equipment are brought to the site where the production is taking place. This is a common layout in manufacturing a building, a ship or performing repairs to major equipment.
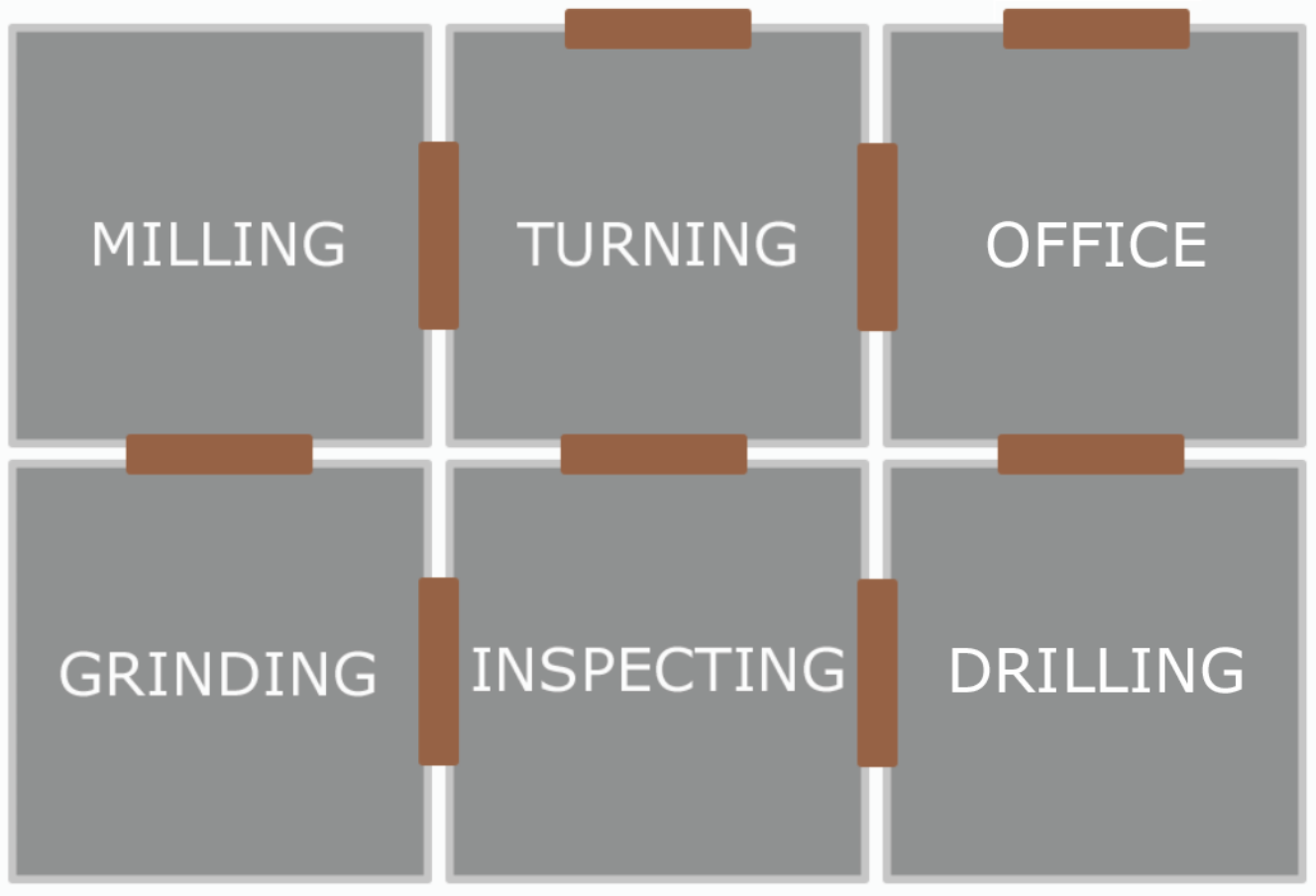
Process Layout
A process layout is a layout in which departments, equipment, or workcentres are arranged according to their function. In a manufacturing environment, all of the milling machines may be in one area or “department,” the lathes may be in another area, and the drilling machines all in another area. This layout is also common in services. In a department store, similar goods are arranged together such as footwear, jewelry, and housewares. At a hospital, cardiology is in one area, maternity in another location, and pediatrics elsewhere. The specific dedicated equipment and skilled practitioners work in each of these areas.
An advantage to a process layout is that equipment tends to be quite general-purpose. If one particular piece of equipment breaks down, it will not halt the entire process. This type of process gives flexibility to handle a variety of products or customers. It is ideal for job shops or small batch manufacturing.
A disadvantage of a process layout is that a particular product will likely have to travel from department to department to get the set of processes completed. This often leads to lots of material handling and movement of goods throughout the facility. A flexible material-handling system is needed such as forklifts. Inventory will sit in each area waiting for its turn to be processed. This waiting inventory is referred to as queue. When examining the total throughput time of jobs through the system, it is often discovered that each order spends much more time waiting in queue than it does actually being processed. For that reason, this type of layout is generally very inefficient. A major consideration in a process layout is to ensure that departments with a large amount of interaction are located nearby one another.
Below is an example of a machinery plant with a process layout:
Product (Line) Layout
These are used in businesses that use assembly lines or production lines. If the product has high volume an assembly line might be the best option. The equipment in these types of layouts are often very capital intensive and are laid out according to the progressive steps of the process. Each work station is located along the line and may consist of a worker with equipment, or robots. Often each work station is adding components (assembly line) or modifying a product (production line). It is important to note that it is not necessarily a straight line, often assembly lines zig zag or are in a shape to use the maximum amount of space available. Some services may use a line layout, such as preparing hospital meals, or a cafeteria line. Due to considerable cost involved with setting up an assembly line, a large volume of product needs to be produced. Demand that is steady and consistent is ideal.
The goods produced in a line layout are generally very standardized, and the work processes are also highly standardized. Each product follows the same set of steps so that a fixed path material handling system is used such as a conveyor belt. This conveyor belt may be manual or automatic. It may operate at a pre determined speed, or it may be worker paced. It may run continuously or pulsed. The speed of the conveyor will determine the amount of product that will be produced per shift.
In contrast to a process layout a product layout is very efficient. There are a number of reasons for this.
- Because of the division of labour and the repetition, there is less variability in the work performed
- There is no build up of inventory, and no waiting. When completed at one work station, the job automatically moves to the next workstation. Only the inventory that is in process is in the system. Goods tend to be shipped when they are completed.
- Due to the material handling system, goods move quickly and not very far.
- Changeovers are not necessary so very little time is lost in changing between products.
It is important that assembly lines are balanced. The amount of time required at a preceding work station should be relatively similar to the amount of time required at the following work station.
Challenges in a product (line) layout include:
- The fact that the line may be susceptible to shut downs if there are equipment malfunctions so preventative maintenance is critical. Preventative maintenance involves the inspection and replacement of any parts that have a high probability of failures, as well as holding ample spare parts in stock and having a detailed maintenance schedule for each piece of equipment.
- Training and job rotation are critical activities to make sure employees are capable of completing the work tasks and that there are multiple people that can work at each individual job
- With repetitive standardized jobs, it is critical that good ergonomic job design is performed. Organizations that ensure the health, safety and comfort of their employees reap rewards in terms of the quality of work they receive from employees.
Here is a fun video; see Rick Mercer on the Assembly line in GM Oshawa:
Cellular Layout
Cellular layouts are considered a “hybrid” type of layout because it includes characteristics of both a Process layout and a product (line) layout. It is very common that a business may have multiple product lines, with far too much variety in order to take advantage of one assembly line. Often these businesses may have been using a process layout, with all of the associated product movement and waiting times. An alternative that became popular beginning in the late 1980s is the Cellular layout type. This type of production layout is still heavily utilized today.
This type of layout begins with the company performing a thorough analysis of their products and deciding which products are similar to one another and often share common geometry and processing requirements in terms of equipment, machinery, technology and employee skills. These products are grouped together and manufactured in a work cell. This is referred to as group technology.
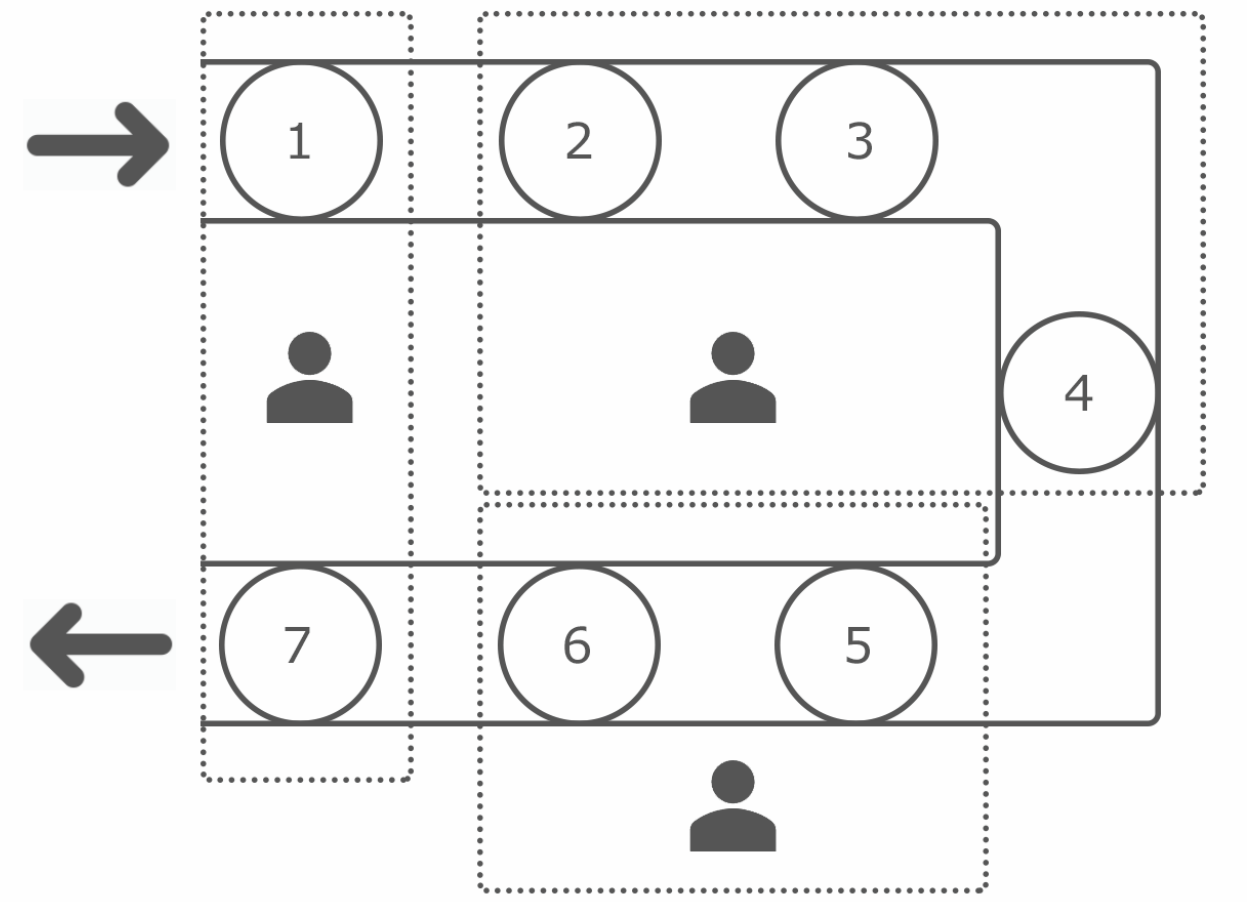
Each work cell will contain a unique set of equipment to manufacture this family of parts in an assembly line type of layout. The equipment is laid out in a U shape with equipment located close together so jobs do not have to move very far.
Advantages of a cellular layout include:
- Reduced set up times for each piece of equipment because each machine is making products that are very similar, often set-ups are very fast or non-existent.
- Speed is greatly enhanced because batches can now be small and goods that enter the system will continue until they are complete. Small batches means fast run times and short wait times.
- Inventory investment is now reduced due to small batch sizes enabled because of the low set up times required.
- Quality is enhanced because employees work only within that cell on a narrow range of products. Cross training of employees ensures good and thorough knowledge of the entire production process.
- Employee morale is improved due to working as part of a team that has responsibility for the throughput and quality of the cell. The U-shaped design heightens collaboration among workers.
- Less floor space is required due to machines being placed close together and less movement of product.
An example of a U-shaped layout can be found below:
Here is a video on cellular manufacturing:
Other Layouts Include
Office Layout: In 2020 office spaces are a great deal different than in generations past. Floor space per employee has dropped significantly. There is far less worry about the flow of paperwork than in the past. Often employees are grouped according to the tasks they perform and the work teams they participate in. Workspaces now tend to be more flexible with less paper and less furniture to hold files and documents. Many organizations put more emphasis on having comfortable spaces for collaboration. Layouts are much more open concept with lower partitions to improve visibility of the workspace.[1]

Retail Layout: The overall goal when laying out a retail location is to try and maximize the amount of sales per square foot in the facility. This is done by careful study of traffic patterns in the store in order to try and maximize the amount of product to which each customer is exposed. That is why you will often find the milk at the far end of the store causing customers the need to walk past all other departments to reach it.
Warehouse Layout: Effective warehouse layout aims to make effective use of the total volume of space contained in the building. The relationship between the receipt of incoming goods, the storage space and the picking, packing and shipping of outbound goods is carefully analyzed. An important consideration is the placement of inventory items in order to minimize distance goods and employees are need to travel. Many warehouses have special holding requirements such as freezers, cold storage and high security areas.
Some important “Times” to be familiar with:
Throughput time is the time between the beginning – the very first operation in the process until the product is actually completed at the end of the process. Remember that this includes not only the process time, but also any waiting time, inspection time, time spent on rework and movement.
Lead time is the amount of time between when the customers order is received and when the product is completed and ready to ship.
Cycle time is the rate at which the operation is actually producing each unit. If you stood at the end of the process and measured the time between completion of each unit, that is the true cycle time.
Takt time is a calculated value which determines the rate at which a firm needs to process their product in order to meet customer demand. It can be calculated by:
available production time
———————————-
demand
Example
The firm must product one product every 4 minutes. This is also known as the drum beat of the operation. They must produce one product at least every 4 minutes to meet customer demand. If demand increases it may be required to use continuous Improvement tools to change the takt time or possibly add additional equipment.
The above calculation shows that an assembly line must have a takt time of 4 minutes in order to produce 120 units per day. What if customer demand rose sharply? What would need to happen to increase the output?
Solution
The takt time would need to decrease (actually run faster). A takt time of 3.0 minutes would produce an output of 480 min / 3 min = 160 units. A takt time of 2.0 minutes would produce 240 units per day.
Process Flowcharting
Any process improvement initiative will always begin with mapping out a visual representation of the current process. This is necessary so that all members of the team have a clear understanding of how current process is working. All of the steps and flows need to be identified and laid out in the proper sequence. It is important that the correct stakeholders are involved in this activity!
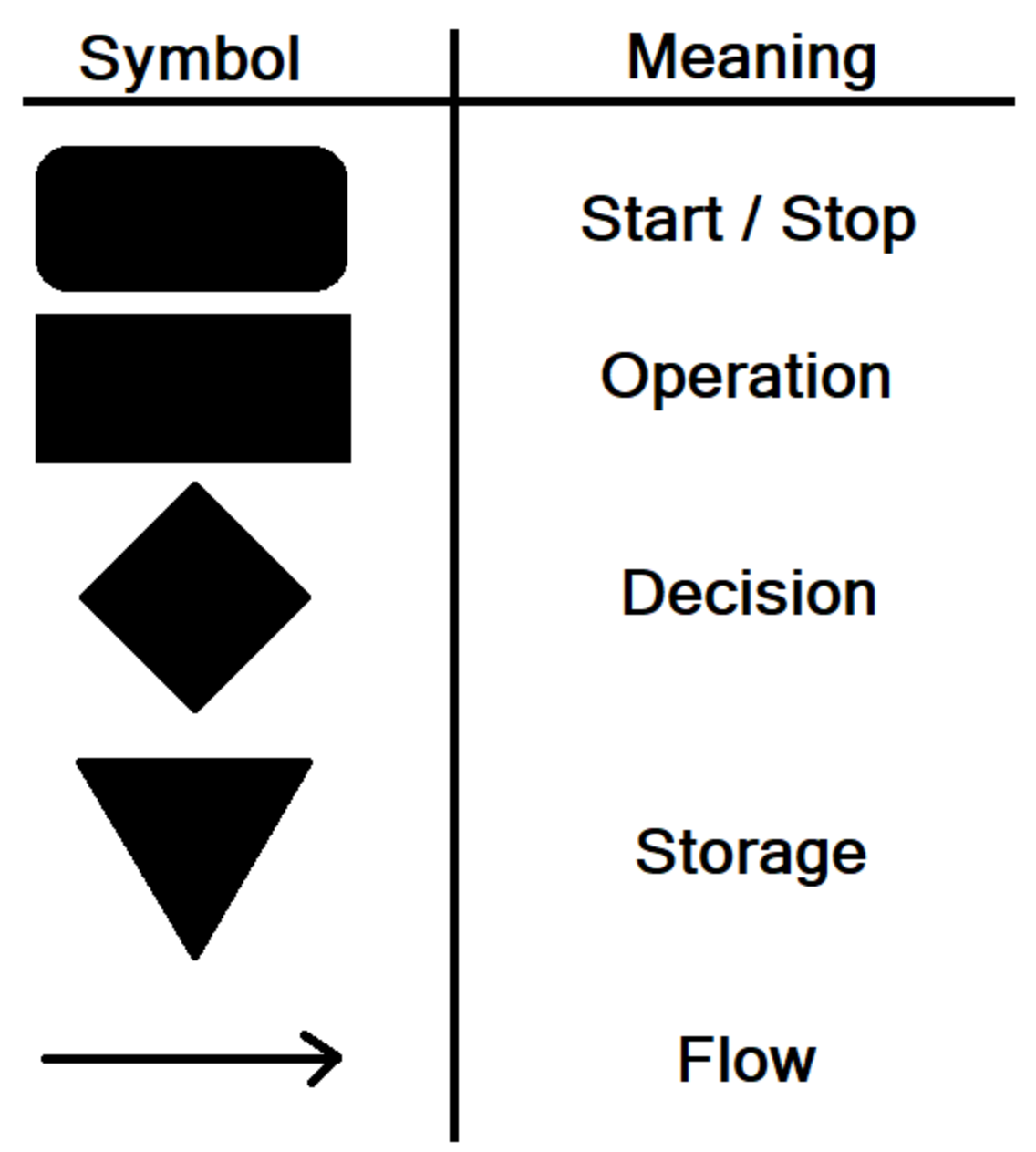
There are many different types of flowcharts, and many different softwares that can assist with this activity. Most practitioners tend to prefer using a large roll of paper on the wall where the group can collaborate rather than using a computer projected onto a screen. It is important to go out into the workplace and walk the process before beginning this task. This is a very standard activity that takes place in organizations around the globe. As an Operations Manager, there is a high likelihood that you will become involved in this at some point in your career. To map a process, a standard set of symbols are used. There are many different symbols, it is best not to get too caught up in all of them. The standard symbols include:
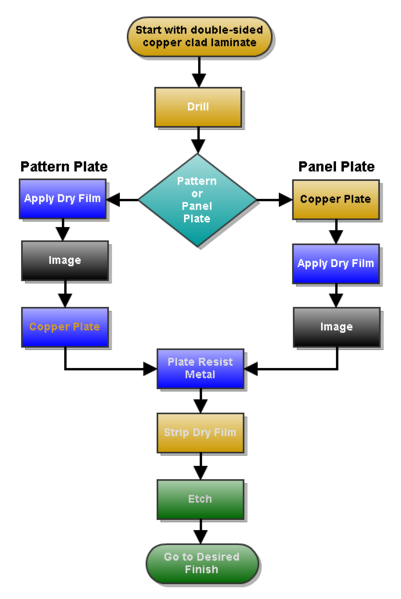
For example:
- Lashbrooke, B. (2019). This Is The Hottest Trend In Office Design Right Now, Retrieved on November 21, 2019, from https://www.forbes.com/sites/barnabylashbrooke/2019/08/27/this-is-the-hottest-trend-in-office-design-right-now/#5c26abb87787 ↵
